
Автоматизация технологических процессов
Как известно, управление процессом базируется на основе информации о состоянии объекта управления, сопоставления ее с целями управления и формирования по результатам этого сопоставления соответствующих управляющих воздействий. Развитие управления процессами происходило поэтапно.
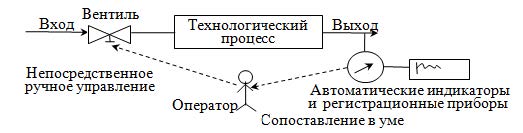
Управление процессами:
а, б – ручное;
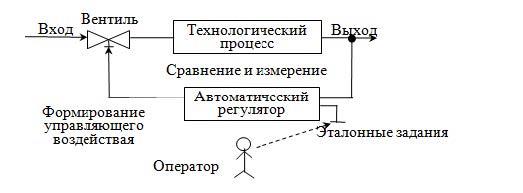
в – местное автоматическое;
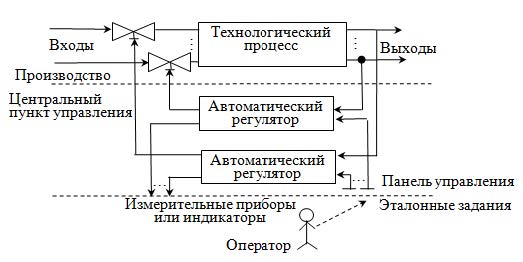
г – централизованное автоматическое.
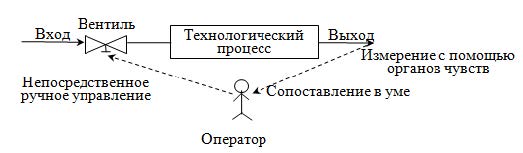
На первом этапе используют ручное управление – самая ранняя и наиболее простая форма управления. Для измерения переменных величин процесса оператор пользуется своими органами чувств и непосредственно вмешивается в управление процессом. Способ управления состоит в том, что оператор должен корректировать любое отклонение от требуемого рабочего режима путем изменения значения входной управляемой переменной, а затем наблюдать, оказалась ли поправка достаточной (рис. 1, а). Такие поправки следует вводить до тех пор, пока процесс не вернется к нормальному рабочему режиму.
На втором этапе также используют ручное управление, но с применением индикаторных и регистрационных приборов, заменивших собой человеческие органы чувств, что обеспечивает оперативные, взаимно согласованные и точные измерения. Регистрирующие автоматические приборы фиксируют данные и анализируют тенденции процесса. Функции оператора сводятся к тому, чтобы замечать отклонения выходных параметров процесса (по приборам) и вводить поправки в процесс (рис. 1, б).
На третьем этапе используют местное автоматическое регулирование, которое устраняет оператора из цепи обратной связи введением автоматического регулятора. Автоматические регуляторы-контроллеры выполняют в этом случае функции слежения за процессом и введения поправок для устранения отклонений от нормального хода. При этом единственная функция оператора – установка контрольных точек (заданий) для регулятора (рис. 1, в). Контрольные точки, или эталонные задания, – количественные значения входных параметров регуляторов, возле которых удерживаются переменные процесса.
На четвертом этапе используют централизованное автоматическое регулирование, возникшее на базе местного автоматического регулирования, для технологических процессов, имеющих большое число регулируемых переменных (рис. 1, г). Поскольку в этом случае достаточно трудно осуществлять наблюдение одновременно за многими удаленными друг от друга регуляторами, усложняется установка на них эталонных заданий. Выход – создание централизованного пункта управления в помещении, где собрано и смонтировано на панели управления большинство автоматических регуляторов. До периода использования ЭВМ в системе управления это было самой передовой формой автоматизации процессов. Однако даже на самых лучших централизованных пультах управления имелось много недостатков: некомплексный характер автоматизации, отсутствие возможности управлять процессом в целом; недостаточная согласованность результатов вследствие их зависимости от деятельности операторов; неудобство и высокая стоимость регистрации и обработки данных; невозможность применять оптимальное управление для получения наилучших технологических показателей;
На пятом этапе для эффективного управления технологическими процессами применяют управляющие ЭВМ, специально предназначенные для контроля и управления технологическими процессами в различных отраслях промышленности, называют управляющими вычислительными машинами (УВМ). В системах управления с УВМ используется два основных режима: информационный (режим советчика диспетчеру) и управляющий.
Управляющий режим использования УВМ (управляющими вычислительными машинами) имеет две основных разновидности: непосредственное (или прямое) цифровое управление (НЦУ) и супервизорное (или непрямое) управление. В режиме НЦУ на основании информации о состоянии объекта управления (ОУ), снимаемой с датчиков (Д), и программы обработки информации, вводимой оператором, УВМ формирует управляющие воздействия и передает их сама на исполнительные устройства (ИУ) объекта управления, минуя оператора. Таким образом обеспечивается автоматический режим работы системы управления без непосредственного участия оператора. В супервизорном режиме УВМ реализует задачи либо вычисления оптимальных значений установок локальных регуляторов (ЛР), либо координации работы локальных систем управления. Важным достоинством супервизорного режима является возможность реализовать сложные задачи управления (идентификация, оптимизация, прогнозирование и т.д.), используя средства локальной автоматики, что позволяет модернизировать существующие системы централизованного автоматического регулирования.
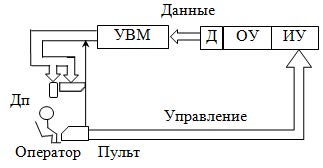
Информационный режим характерен для систем автоматического контроля, сбора и переработки информации. Информационные системы непосредственно не решают задач управления процессом, хотя на основании собранной и переработанной с их помощью информации те или иные решения по управлению процессом принимаются непосредственно оператором (рис. 2, а). Управляющий режим использования УВМ имеет две основных разновидности: непосредственное (или прямое) цифровое управление (НЦУ) и супервизорное (или непрямое) управление.
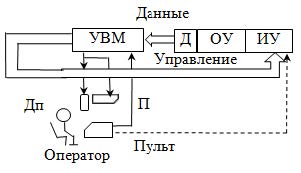
В режиме НЦУ (рис. 2, б) на основании информации о состоянии объекта управления (ОУ), снимаемой с датчиков (Д), и программы обработки информации, вводимой оператором, УВМ формирует управляющие воздействия и передает их сама на исполнительные устройства (ИУ) объекта управления, минуя оператора. Таким образом обеспечивается автоматический режим работы системы управления без непосредственного участия оператора.
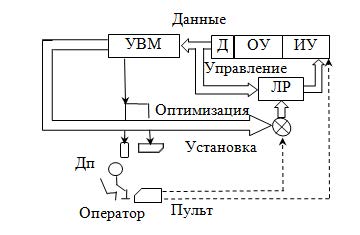
В супервизорном режиме (рис. 2, в) УВМ реализует задачи либо вычисления оптимальных значений установок локальных регуляторов (ЛР), либо координации работы локальных систем управления. Важным достоинством супервизорного режима является возможность реализовать сложные задачи управления (идентификация, оптимизация, прогнозирование и т.д.), используя средства локальной автоматики, что позволяет модернизировать существующие системы централизованного автоматического регулирования.
Для контроля и автоматизация технологических процессов по определению элементного состава продуктов обогащения на горнодобывающих и горнообогатительных предприятиях ООО "Техноаналитприбор" изготавливает поточный рентгенофлуоресцентного on-line анализатора АРП-1Ц/АРП-2Ц.
ООО "Техноаналитприбор" специализируется на поставке и внедрении приборов, систем и оборудования для автоматического контроля руд и продуктов их переработки в потоке:
- автоматизированный химический анализа пульпы и растворов непосредственно в потоке без отбора проб;
- автоматизированный элементный анализа руд и продуктов их переработки непосредственно на ленте транспортера.

